
BAER SUPER HSSE-TiN Rubinetto a macchina M 6 x 1,0 - DIN 371 Tol.6GX
44,48 €
Prezzi incl. IVA più costi di spedizione più costi di spedizione
Spedizione gratuita da 39 € (in Germania)
Disponibile
BAER SUPER HSSE-TiN Rubinetto a macchina M 6 x 1,0 - DIN 371 Tol.6GX
I maschi per la formatura sono noti anche come maschi senza filettatura. Producono filettature interne particolarmente portanti con un processo di non taglio. Durante la filettatura, il profilo poligonale comprime le fibre del materiale e non le taglia, come avviene invece nel caso della filettatura. In questo modo si ottiene una maggiore resistenza del materiale e una superficie liscia. All'estremità del filo risultante si formano piccole tasche di formazione.
Durante la formazione del filo si verificano elevate forze di attrito, per cui è fondamentale garantire una lubrificazione sufficiente. Le scanalature d'olio forniscono la lubrificazione necessaria fino a una profondità di 2,5 volte il diametro.
La formatura a freddo non è possibile con tutti i materiali. I metalli leggeri, titanio puro, i metalli non ferrosi e gli acciai, tra gli altri, sono molto adatti. Poiché le coppie richieste non possono essere raggiunte con l'applicazione manuale, l'uso della macchina è indispensabile.
Vantaggi dei maschi di formatura
- Non producono trucioli
- Durata dell'utensile fino a 20 volte superiore (rispetto ai maschi)
- Contemporaneamente per fori passanti e foro cieco
- Possibilità di lavorare un'ampia gamma di materiali
- È impossibile sbagliare il taglio del filetto
- Nessun errore nel passo o nell'angolo di taglio
- Molto fedele al calibro
- Maggiore resistenza del filetto grazie alla deformazione del materiale o al flusso ininterrotto delle fibre
- Maggiore qualità della superficie
- Velocità di taglio molto più elevata
Confronto


Dimensioni
| Diametro H |
M 6 x 1,0 |
|---|---|
| Diametro nominale in mm |
6 |
| Diametro nominale in pollici |
0,236 |
| Inclinazione |
1 |
| Inclinazione in mm |
1 |
| Quadrato |
4,9 mm |
| Utilizzare per |
6 |
Caratteristiche
| Direzione |
A destra |
|---|---|
| Filettatura standard |
M: filettatura metrica standard ISO secondo DIN 13 |
| Gruppo di prodotti |
Filettatura precedente |
| Resistenza alla trazione a temperatura ambiente |
fino a 850 N/mm² | 25,5 HRC |
| Tabella A |
HSSE TiN |
| Tipo di prodotto |
filettatura passante |
| Tolleranza |
ISO3/6GX |
| standard |
DIN 371 |
Informazioni tecniche - Maschi a vite

5.55 mm

e foro cieco fino a 2,5 x D.

Forma C con scanalature di lubrificazione

2-3 marce

Senza trucioli

Raffreddamento e lubrificazione esterni

HSSE TiN

fino a 850 N/mm² | 25,5 HRC

ISO3/6GX
Applicazioni
- Acciai fino a 850 N/mm²
- Acciai inossidabili fino a 850 N/mm²
- Alluminio fuso e leghe battute Si <10% (lunghezza media del truciolo)
- Rame, leghe di rame e ottone (trucioli lunghi)
Esempi di applicazioni
- Filetto sovradimensionato
- Per rivestimenti protettivi molto sottili dopo la filettatura
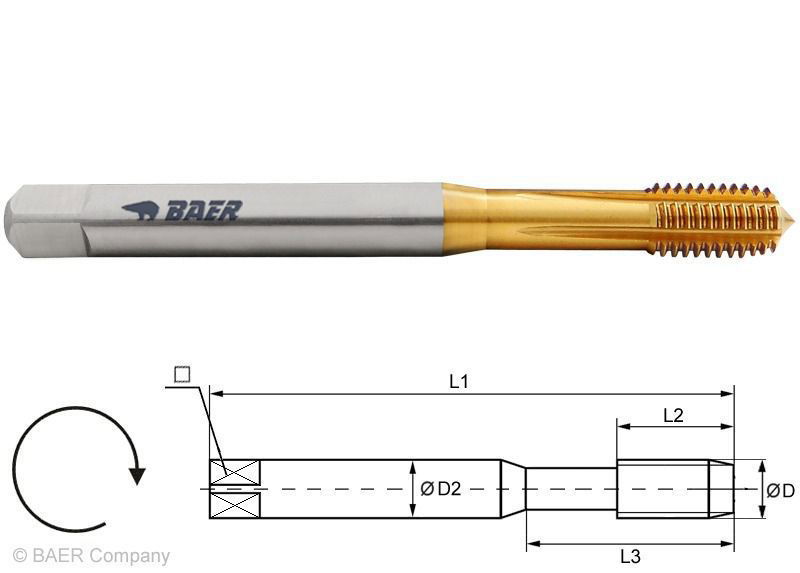
Disegno tecnico

| D1 |
M 6 x 1,0 |
|---|---|
| D2 |
6,0 mm |
| L1 |
80 mm |
| L2 |
16 mm |
| L3 |
29 mm |
| Quadrato |
4,9 mm |
| Utilizzare per |
6 |
Applicazione - Materiali campione
| Acciai da costruzione, acciai da cementazione | Velocità di taglio vc in m/min | |
|---|---|---|
| 1.0050 | St 50-2 | 40 - 45 |
| 1.0718 | 11SMnPb30 | 40 - 45 |
| 1.7131 | 16MnCr5 | 40 - 45 |
| 1.7320 | 20MoCr3 | 35 - 45 |
| Acciai legati, acciai temprati e rinvenuti | Velocità di taglio vc in m/min | |
|---|---|---|
| 1.0511 | C40 | 35 - 40 |
| 1.1269 | Ck85 | 35 - 40 |
| 1.1193 | Cf45 | 35 - 40 |
| 1.0601 | C60 | 35 - 40 |
| Acciai inossidabili (ferritici, austenitici, martensitici) | Velocità di taglio vc in m/min | |
|---|---|---|
| 1.4105 | X6CrMoS17 | 15 - 20 |
| 1.4301 | X5CrNi18-10 (V2A) | 15 - 20 |
| 1.4571 | X6CrNiMoTi17-12-2 (V4A) | 15 - 20 |
| 1.4125 | X105CrMo17 | 15 - 20 |
| Alluminio puro, leghe di alluminio fuse e lavorate Si < 10% (lunghezza media del truciolo) | Velocità di taglio vc in m/min | |
|---|---|---|
| 3.0205 | Al99 | 40 - 45 |
| 3.3315 | AlMg5 | 40 - 45 |
| 3.1645 | AlCuMgPb | 40 - 45 |
| 3.2373 | G-AlSi9Mg | 35 - 40 |
| Leghe di rame, ottone (a lungo taglio) | Velocità di taglio vc in m/min | |
|---|---|---|
| 2.0060 | E-Cu 57 | 40 - 45 |
| 2.0321 | CuZn37 (Ms58) | 40 - 45 |
| 2.1020 | CuSn6 | 40 - 45 |
Velocità di taglio vc [m/min] = (Diametro esterno * π * velocità) / 1000
Velocità di rotazione n [1/min] = (Velocità di taglio in m/min * 1000) / (Diametro esterno * π)
Programmazione della velocità di avanzamento [mm/min] = velocità * passo
Si prega di notare che le velocità di taglio sopra indicate sono indicative e devono essere regolate in base alla lubrificazione e all'azionamento.
Ulteriori informazioni
- M - Filettatura metrica ISO DIN 13
- Denominazioni, geometrie e definizioni sui rubinetti
- Tolleranze della filettatura interna
- Filettatura interna e foro centrale dimensioni
- Forme di smusso per rubinetti
- Confronto pollici-mm
- Trattamenti superficiali sugli utensili di maschiatura
- Velocità di taglio e lubrificazione/raffreddamento
- Informazioni sulla spillatura
- Tabella dei materiali
Istruzioni di sicurezza
Login