
BaerCoil HSSE Maschinengewindebohrer UNF 6 x 40 EG (mit Übermaß für Drahtgewindeeinsätze) - PRO für Sacklöcher
Ab Lager



Expressversand möglich
BaerCoil HSSE Maschinengewindebohrer UNF 6 x 40 EG (mit Übermaß für Drahtgewindeeinsätze) - PRO für Sacklöcher

BaerCoil® Maschinengewindebohrer werden hauptsächlich zur Gewindereparatur oder Gewindeverstärkung in Verbindung mit Drahtgewindeeinsätzen verwendet. Mit diesem BaerCoil® Gewindebohrer kann in einem Arbeitsgang ein fertiges Gewinde mit Übermaß als Aufnahmegewinde für Drahtgewindeeinsätze der Abmessung UNF No. 6 x 40 geschnitten werden.
Das Aufnahmegewinde für UNF No. 6 x 40 Gewindeeinsätze nennt sich auch EG-Gewinde (Einsatzgewinde) oder STI-Gewinde (auf Englisch Screw Thread Insert) und hat ein Übermaß, damit nach dem Einbau des Gewindeeinsatzes das normale Ausgangsgewinde UNF No. 6 x 40 wiederhergestellt ist.
Bei unseren Maschinengewindebohrern handelt es sich um leistungsstarke und zuverlässige Gewindeschneider für die effiziente Bearbeitung von Gewinden in einem Arbeitsgang auf der Maschine. Maschinengewindebohrer finden ihren Einsatz vor allem in der industriellen Fertigung. Sie sind u.a. für CNC-Maschinen, Gewindeschneidmaschinen, Akkubohrmaschinen und pneumatische Gewindeschneidmaschinen geeignet. Da sie sich durch eine hohe Wirtschaftlichkeit und niedrige Produktionskosten auszeichnen, werden sie häufig in der Serienfertigung eingesetzt. Das Schneiden des Gewindes erfolgt maschinell in einem Arbeitsgang.
Der Maschinengewindeschneider kann für Sacklöcher verwendet werden, da der kurze Anschnitt und die Drallnutform sicherstellen, dass die Späne nach hinten abgeführt werden.
Baumasse
| Durchmesser |
No. 6 |
|---|---|
| Nenndurchmesser in Zoll |
0,17 |
| Nenndurchmesser in mm |
4,33 |
| Steigung |
40 |
| Steigung in mm |
0,64 |
| Abmessung |
UNF No. 6 x 40 EG/STI |
| Vierkant |
4,9 mm |
Eigenschaften
| Produktgruppe |
Gewindebohrer Drahtgewindeeinsätze - Gewindebohrer |
|---|---|
| Produktart |
BaerCoil Gewindebohrer |
| Gewindenorm |
UNF EG/STI: Amerikanisches Feingewinde Unified National Fine für Drahtgewindeeinsätze nach ASME B18. |
| Toleranz |
2B mod. |
| Richtung |
Rechts |
| Standard |
DIN 371 |
| Material |
HSSE blank |
| Zugfestigkeit bei Raumtemperatur |
bis 900 N/mm² | 27,1 HRC |
Technische Informationen – Gewindebohrer

3,7 mm

Sackloch bis 3 x D

Form C 35° RSP

2-3 Gänge

Späne werden entgegen der Schneidrichtung nach oben abgeführt

Außenkühlung und -Schmierung

HSSE blank

bis 900 N/mm² | 27,1 HRC

2B mod.
Einsatzzwecke
Alle normalen Einsatzmöglichkeiten zur Gewindereparatur und zur Gewindeverstärkung von Sacklochgewinden.
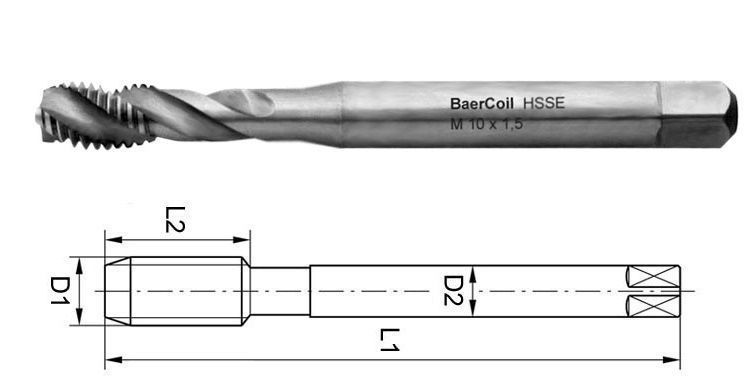
Technische Zeichnung

| D1 |
4,33 mm |
|---|---|
| D2 |
6,0 mm |
| L1 |
70 mm |
| L2 |
8 mm |
| Durchmesser |
No. 6 |
| Vierkant |
4,9 mm |
Anwendung – Beispielmaterialien Gewindebohrer
| Baustähle unlegiert | Schnittgeschwindigkeit vc in m/min | |
|---|---|---|
| 1.0037 | St 37-2 | 5 - 12 |
| 1.0044 | St 44-2 | 5 - 12 |
| 1.0039 | S 235JRG1+CR | 5 - 12 |
| 1.0060 | St 60-2 | 5 - 10 |
| Automatenstähle | Schnittgeschwindigkeit vc in m/min | |
|---|---|---|
| 1.0718 | 9 SMnPb 28 | 5 - 12 |
| 1.0721 | 10 S 20 | 5 - 12 |
| 1.0736 | 9 SMn 36 | 5 - 12 |
| 1.0726 | 35 S 20 | 5 - 10 |
| Stahlguss | Schnittgeschwindigkeit vc in m/min | |
|---|---|---|
| 1.0420 | GS-38 | 8 - 15 |
| 1.1120 | GS-20 Mn 5 | 5 - 15 |
| 1.5633 | GS-24 Ni 8 | 5 - 12 |
| 1.7379 | GS-18 CrMo 9 10 | 5 - 12 |
| Baustähle legiert | Schnittgeschwindigkeit vc in m/min | |
|---|---|---|
| 1.5415 | 15 Mo 3 | 5 - 12 |
| 1.5622 | 14 Ni 6 | 5 - 10 |
| 1.7335 | 13 CrMo 4 4 | 5 - 10 |
| 1.7715 | 14 MoV 6 3 | 5 - 10 |
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie, dass die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und Betätigung angepasst werden müssen.
Video Gebrauchsanweisung
Weiterführende Informationen
Sicherheitshinweise
Anmelden
Zubehör
 - PRO für Durchgangslöcher")






")

