-
Taps & Dies
-
Thread standards
-
M - metric regular thread
- Thread cutting sets
- Short machine tap
- Hand tap sets
- Machine screw tap
- Thread former
- Bit taps
- Round dies
- Hexagonal die nuts
- Thread plug gauges
- Thread ring gauges
- MF - metric fine thread
- G (BSP) - pipe thread
- UNC - American coarse thread
- UNF - American fine thread
- UNEF - amer. Extra fine thread
- UN - amer. with special pitch
- UNS - amer. with special pitch
- BSW - british coarse thread
- BSF - British fine thread
- Tr - trapezoidal thread
- Rd - knuckle thread
- NPT - amer. taper pipe thread
- NPTF - amer. taper pipe thread
- NPS - amer. cyl. pipe thread
- Rc (BSPT) - taper pipe thread
- Rp (BSPP) - cyl. pipe thread
- Vg - valve thread
- BA - brit. assn. Thread
- BSB - BSC - brit. std. thread
- W - taper gas cylinder valves
- Electrical and cable thread
- Bicycle and pedal thread
- Photo and C-Mount Thread
- Mini and nano threads (< 2mm)
- PG - steel conduit thread
- S - buttress thread
- RMS - microscope thread
- MJ, UNJC, UNJF - Aviation
- STI thread (thread inserts)
- Special thread
- Operating tools
- Lubricant
- Thread restoration tools
- Countersink
- Step drills
- Thread gauges
-
M - metric regular thread
-
Thread standards
- BaerCoil/BaerFix
- Drill chucks
- Twist drill bits
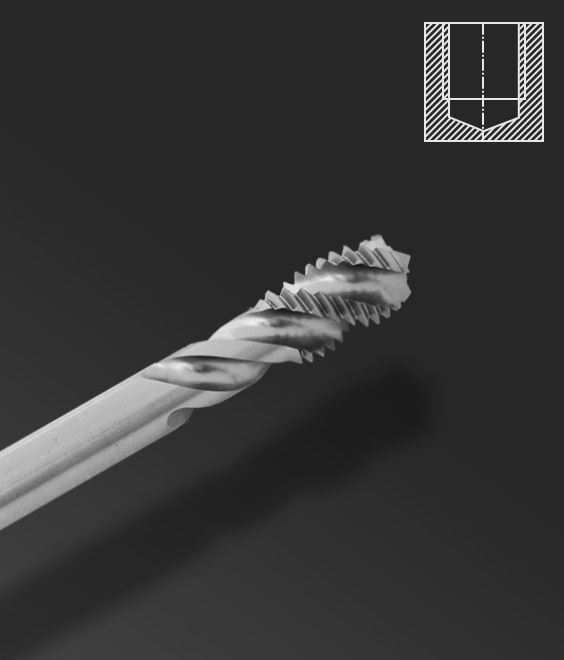
Blind hole -Tap – don’t run aground
BAER machine screw tap, Form C, with a right-hand helix for machining blind holes – the right-hand helix carries the chips out of the blind hole and prevents smearing at the bottom of the thread. Suitable for steel, cast iron and non-ferrous metals in machine production.
Toolfinder

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available


In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available


In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

In stock
Express shipping available

- For
- structural steels
- Free-cutting steels
- Cast steel up to 800 N/mm²
- . ..

TiN, TICNX, VAP
- Structural steels
- Free-cutting steels
- Cast steel up to 800 N/mm²
- ...
- For
- structural steels
- Free-cutting steels
- Cast steel up to 800 N/mm²
- . ..

Tolerance 4H, 6G, 7G etc.
- Structural steels
- Free-cutting steels
- Cast steel up to 800 N/mm²
- ...
Sacklock taps for precise threads
Taps are now available in thousands of different designs. Literally – and here at BAER, we never tire of emphasising just how important it is to choose the right tool! But with such a wide range available, how exactly are you supposed to find the one tap that’s perfectly suited to your application? It’s not that difficult if you have a bit of knowledge on the subject. Then you can quickly rule out all unsuitable tools, leaving you with that one perfect tool that will serve you well in your work.
To help you with this, we regularly explore the characteristics of tap drills and explain how the cutting angle and the tool match up. Today, we’re taking a look at the blind hole tap drill. The blind hole tap is – unsurprisingly – used when you need to cut a thread in a blind hole. But what is a blind hole and which taps qualify as blind hole taps? You’ll find out in the following article.
When do you need a blind hole tap?
Yes, even something as simple as holes can be divided into different categories. This is particularly important when it comes to threading! Here we are talking about through-holes and blind holes – and you really should only machine the latter using blind hole -taps.
A through hole is a hole that passes completely through the workpiece. The tap therefore emerges at the back. This is not the case with a blind hole. It ends within the workpiece, so it has a bottom or base. That is why it is often referred to as a blind hole. Based on the English term ‘blind hole’, you can also remember it this way: you cannot see through a ‘ blind hole’. If your core hole drilling is a ‘ blind hole’, then you will need a special tap.
Tapping a ‘ blind hole’ involves a few pitfalls. Why are blind holes used at all, then? There can be various reasons. In some cases, the material to be drilled is simply so thick that through-holes are unnecessary or even difficult to create. The exact depth of the blind hole is then less important. Sometimes, however, it is deliberately decided not to drill through the workpiece, for example to avoid compromising stability or to maintain a seal. Such blind holes usually have a precisely specified depth, which makes the use of special blind hole -taps all the more important.
What to look out for with blind hole -taps
Due to the characteristics of the blind hole, tapping a blind hole can present a particular challenge. Perhaps you have already tried to cut a thread in a blind hole and encountered problems in the process. In that case, you have probably overlooked one of these points:
Chip removal during blind hole -tapping
Where do the chips go? This question always arises when tapping. But with through-holes, the answer is simple, as the removed material can fall out of the bottom of the hole. With a blind hole, this is not possible. The chips would collect at the bottom of the hole and become lodged there or block the tool. With blind hole taps, you must therefore ensure that the chips are carried upwards against the cutting direction.
Sufficient depth of the hole
When threading with blind hole, the core hole should always be slightly deeper than the thread length you wish to produce. On the one hand, you want to create space for stray chips, which may occasionally trickle into the hole despite correct chip removal. On the other hand, you must bear in mind that, due to the lead-in length of your blind hole tap, the thread flanks cannot be fully formed right down to the bottom of the hole.
Tool selection is crucial
Which brings us straight to the most important point. Taps come in various Tap Chamfer forms and not every type is suitable for blind hole thread cutting. As a general rule, only taps with a lead of two to three threads or fewer should be used for blind holes. As short leads place greater stress on the individual threads, blind hole taps become blunt more quickly.
Caution: risk of breakage for the blind hole tap
Furthermore, blind holes pose a particular risk that does not exist with through holes. The blind hole tap can run into the bottom of the hole and easily break off. To prevent this from happening, you must take particular care to programme the depth correctly when blind hole threading. Alternatively, use hand-operated blind hole taps, as the slower operation requires less force, meaning that hitting the bottom is not as disastrous.
Which tools are suitable as blind hole taps?
You are probably now wondering how to recognise a blind hole tap. This is easily done if you pay attention to the correct lead. Furthermore, the flutes must have the correct shape, as these are responsible for chip removal.
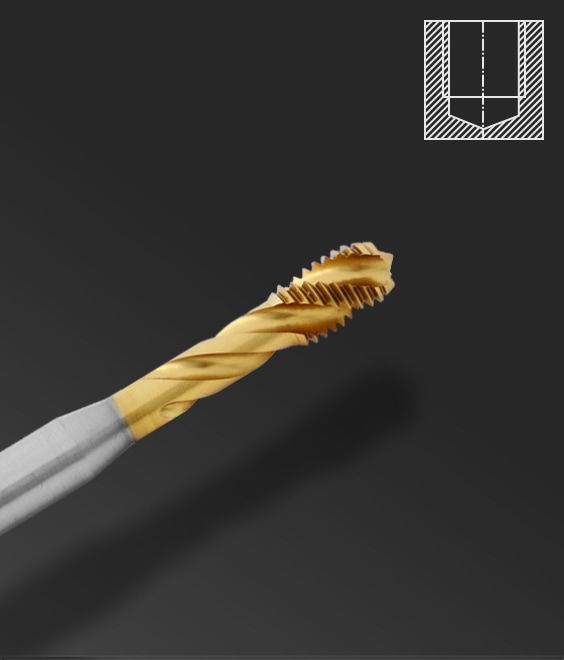
There are six different Tap Chamfer forms for taps, designated by the letters A to F. Forms A and B are unsuitable as blind hole -taps, as the lead is significantly too long for these two forms. In Form C, the lead extends over two to three threads, which is ideal for a blind hole -tap! This makes them the right choice for most standard applications. Form D has a longer lead of three and a half to five thread turns and is also suitable to a limited extent for blind hole -taps, but only for blind holes with a long thread run-out. The Tap Chamfer forms E and F are characterised by their extreme shortness and are only recommended in exceptional cases and for special cutting applications. You can choose hand tap sets with confidence, as the finishing cutter always features the ‘ lead-in chamfer type’ C.
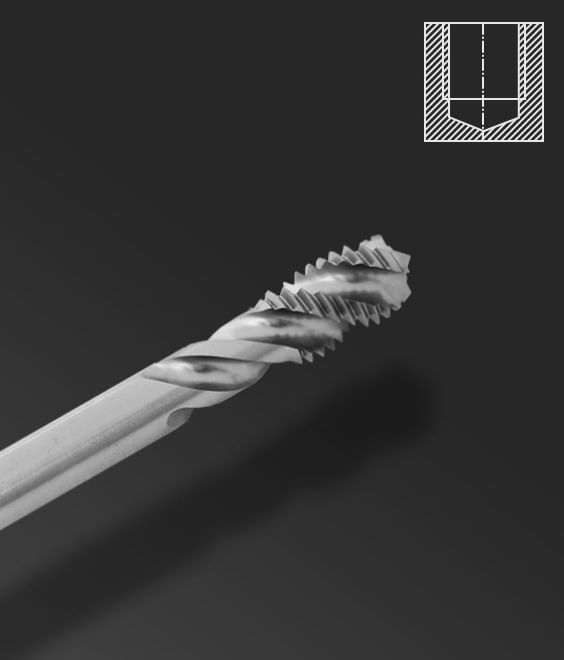
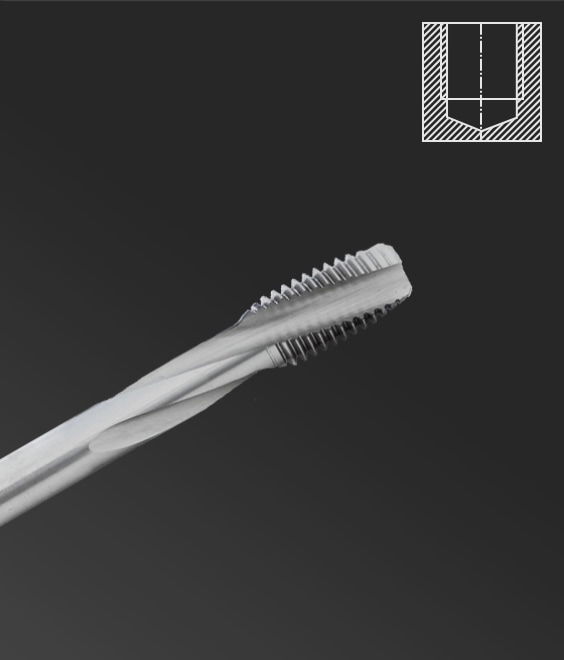
For optimum chip removal, opt for blind hole taps with right-hand spiral flutes. These reliably carry the material away against the cutting direction and prevent the blind hole from becoming blocked. For deep blind holes and in materials that produce long chips, ideally use blind hole -taps with steeply helical flutes ranging from 35° to 50°.
blind hole -taps are also available in the BAER online shop! If you are still unsure which tool and product is right for your cutting application, we, as a tap manufacturer, will be happy to assist you.
Do you have any questions? We have the answers!
You'll quickly find the right answers in our FAQ - take a look!